Doğru taşlama için talimatlar
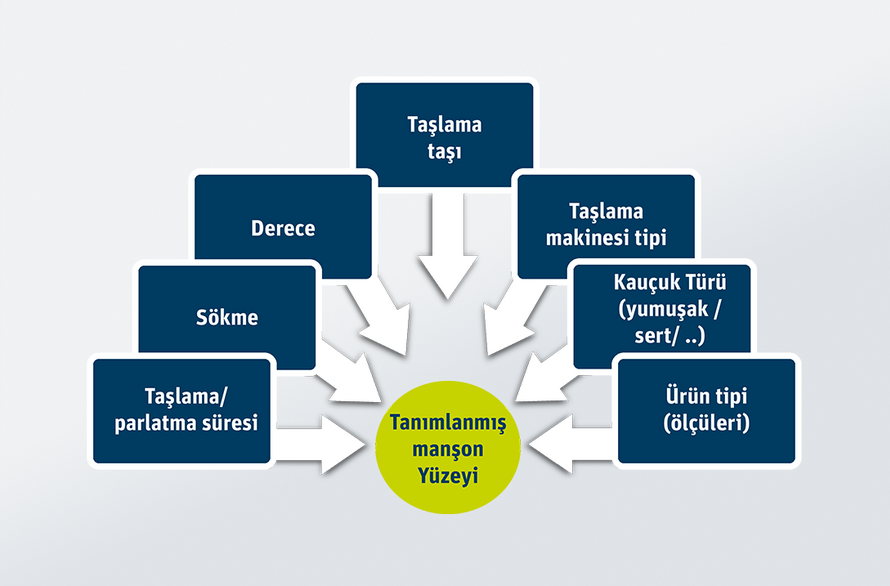
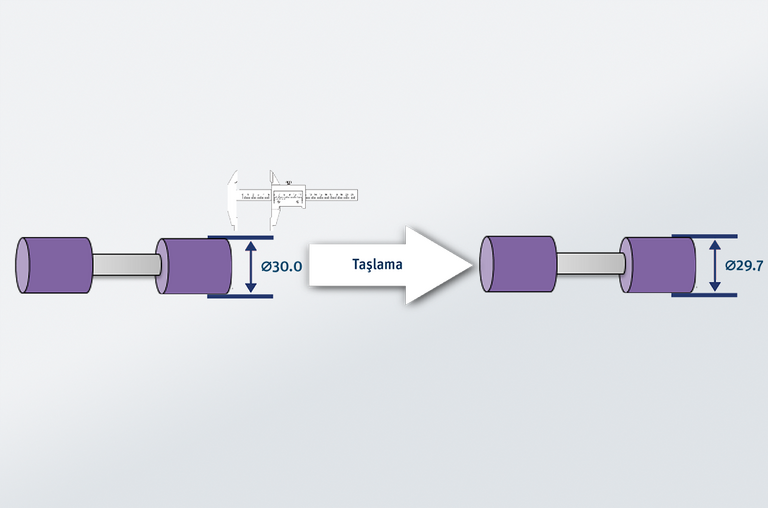
Geliştirilmiş iplik kalitesi, günümüz eğirme fabrikaları için önemli bir rekabet avantajıdır.Accotex manşonları hem standart hem de kompakt eğirme makinelerinde, makine üreticileri tarafından kabul edilen standart ön manşonlardır.İplik değerlerini (düzgünlük, ince ve kalın yerler) iyileştirmek, yüksek kaliteli yumuşak bir manşon gerektirir; ancak bu manşonların performansı büyük ölçüde manşon yüzeyinin doğru şekilde hazırlanmasına bağlıdır.